Top Stainless Steel Coil Tube Manufacturer Benefits and Applications?
In the competitive landscape of modern manufacturing, choosing the right Stainless Steel Coil Tube Manufacturer is crucial for various industries. The versatility of stainless steel coil tubes positions them as essential materials in sectors like automotive, construction, and HVAC. These tubes exhibit remarkable durability and resistance to corrosion, making them suitable for demanding applications.
When selecting a manufacturer, considering their experience and technology is vital. A reputable manufacturer ensures high-quality standards and innovative production techniques. Their expertise reflects in the performance of the final product, which can directly impact your operational efficiency.
However, not all manufacturers maintain the same standards. It’s essential to research and verify their credentials. Checking customer reviews and industry certifications can provide insights into their reliability. Investing time in evaluating potential manufacturers leads to better choices and lasting partnerships. The right stainless steel coil tubes can enhance productivity and reduce maintenance costs in the long run.

Benefits of Using Stainless Steel Coil Tubes in Industrial Applications
Stainless steel coil tubes are crucial in various industrial applications, given their durability and resistance to corrosion. Unlike other materials, stainless steel maintains its structural integrity in extreme conditions. According to a study by the International Stainless Steel Forum, stainless steel's market demand has grown by 5% annually over the past five years. This trend reflects its increasing reliability and versatility.
Utilizing stainless steel coil tubes in HVAC systems significantly improves energy efficiency. They can withstand high pressure, ensuring minimal leaks. A report from the American Society of Mechanical Engineers highlights that using high-grade stainless steel can reduce maintenance costs by up to 30%. This reduction is a solid incentive for industries looking to optimize equipment longevity.
Beyond mere mechanical properties, the aesthetic quality of stainless steel also adds value. Its shiny surface reduces grime accumulation, making it easier to clean. However, some manufacturers overlook the importance of proper surface treatment. This oversight can lead to premature corrosion, affecting performance. Proper care and attention during production remain essential for ensuring long-lasting function.
Key Characteristics of Top Stainless Steel Coil Tube Manufacturers
When considering top stainless steel coil tube manufacturers, several key characteristics stand out. These manufacturers often exhibit a high level of expertise in material science. Their products showcase excellent corrosion resistance and durability, ideal for harsh environments. The manufacturing process also emphasizes precision; ensuring each tube meets the stringent quality control standards is crucial.
Reliability is another defining trait. Leading manufacturers consistently deliver products that perform under pressure, which is vital for applications in industries like oil and gas, chemical processing, and HVAC. These tubes can withstand extreme temperatures and high pressures, making them suitable for various demanding tasks. Engineers often rely on these specifications to ensure safety and efficiency in their operations.
Additionally, strong customer support sets top manufacturers apart. Effective communication and timely assistance play a vital role in project success. However, not all manufacturers maintain this level of service, leading to potential miscommunications. The balance of quality and service is a continuous challenge for these companies. Achieving this balance requires ongoing reflection and improvement. Understanding these characteristics enables industries to select the right partners for their needs.
Top Stainless Steel Coil Tube Manufacturer Benefits and Applications
| Characteristic |
Description |
Applications |
Benefits |
| Corrosion Resistance |
High resistance to oxidation and corrosion in various environments. |
Chemical processing, food and beverage industry, oil and gas. |
Longer lifespan and reduced replacement costs. |
| Temperature Resistance |
Maintains structural integrity under extreme temperatures. |
Aerospace, automotive, and power generation sectors. |
Enhanced performance in high-heat applications. |
| Strength and Durability |
High tensile strength and excellent durability. |
Construction, heavy machinery, and industrial equipment. |
Reduces downtime and maintenance costs. |
| Versatility |
Wide range of grades and sizes available for various applications. |
Medical devices, HVAC systems, automotive exhaust. |
Customization to meet specific project requirements. |
| Eco-Friendly |
Recyclable and less harmful to the environment compared to other metals. |
Green building projects and sustainable manufacturing. |
Supports environmental sustainability goals. |
Market Trends and Growth Projections for Stainless Steel Coil Tubes
In recent years, the stainless steel coil tube market has shown significant growth. This shift is driven by increased demand across various industries. Applications range from automotive to aerospace, reflecting versatility. Stainless steel is known for its durability and resistance to corrosion. These qualities enhance the lifecycle of products made from it.
When exploring market trends, one must consider sustainability. Many manufacturers are focusing on eco-friendly processes. This aligns with global efforts to reduce environmental impact. Investment in technology is crucial. It helps improve efficiency in production and reduces waste.
Tips: Consider evaluating product specifications carefully before making a purchase. Understanding the required qualities can save time and money. Regularly review industry reports for updates on market trends. Staying informed ensures better decision-making.
Applications of Stainless Steel Coil Tubes in Automotive and HVAC Systems
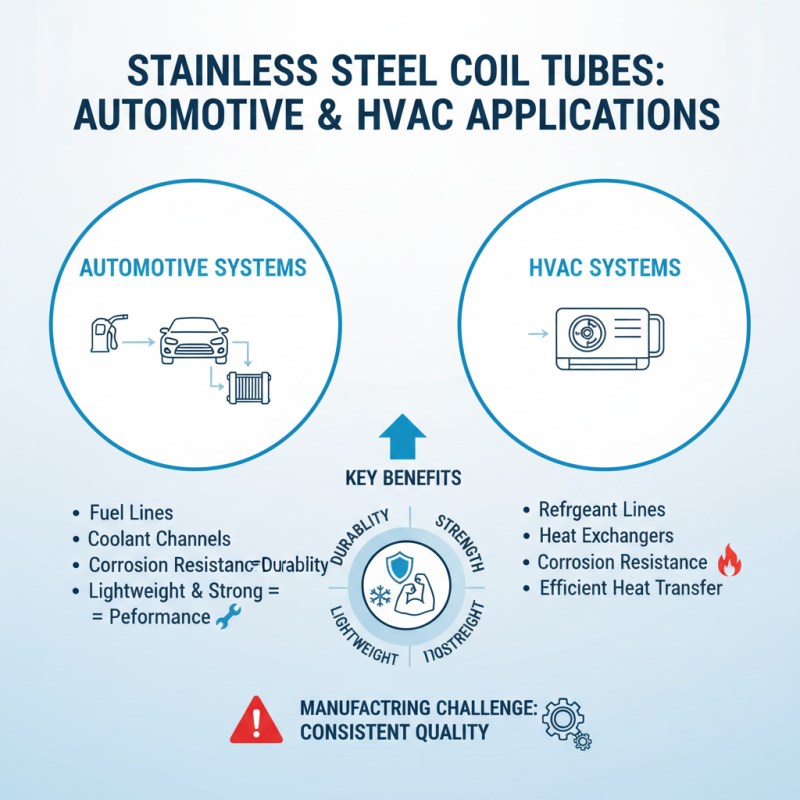
Stainless steel coil tubes offer essential benefits in various applications, particularly in the automotive and HVAC sectors. In automotive systems, these tubes are often used for fuel lines and coolant channels. Their corrosion resistance ensures durability, enhancing vehicle performance. They are lightweight yet strong, making them an ideal choice for modern cars. Many manufacturers prioritize these properties, yet some still struggle with ensuring consistent quality throughout production.
In HVAC systems, stainless steel coil tubes play a crucial role in heat exchangers and refrigeration units. These tubes efficiently transfer heat and help maintain desired temperatures in buildings. The resistance to heat and cold makes them reliable over long periods. However, manufacturers must navigate challenges like proper insulation and installation. Poor execution in these areas can lead to inefficiencies, highlighting a frequent oversight in the industry.
These applications demonstrate the versatility of stainless steel coil tubes. While their advantages are clear, manufacturers must continually strive for improvement. Quality control and innovation require ongoing efforts, underscoring the importance of expertise in this field. Balancing cost-effectiveness and reliability remains a work in progress.
Quality Standards and Certification for Stainless Steel Coil Tube Production
The production of stainless steel coil tubes must comply with strict quality standards.
These standards ensure the material's durability and performance in various applications.
The American Society for Testing and Materials (ASTM) sets specific guidelines for these products.
For instance, ASTM A269 specifies seamless and welded stainless steel tubing, critical for industries like chemical processing and oil refining.
Certification is vital in the manufacturing process. ISO 9001 certification confirms that a manufacturer maintains quality management principles. Such certifications
increase trust in their products. According to a report by MarketsandMarkets, the global stainless steel tube market is expected to
grow steadily. This growth is driven by rising demands across various industries.
However, challenges persist. Some manufacturers struggle with maintaining consistent quality due to fluctuations in raw material supply.
Quality inconsistencies can lead to failures in critical applications. Regular audits and quality tests can help mitigate these risks.
The industry needs to focus on continuous improvement to meet evolving standards.